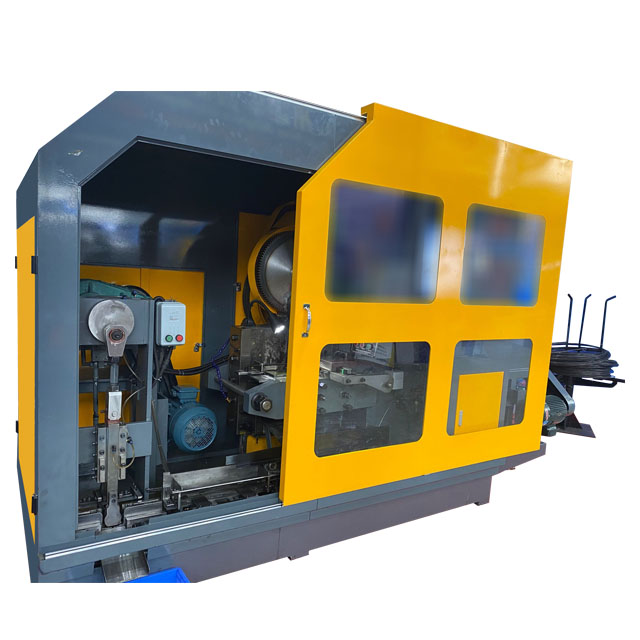
Rivet -laget maskinen er spesielt designet for å produsere forskjellige typer nagler. Først mates metalltråden inn i maskinen, som deretter kuttes i små seksjoner av en fast lengde. Deretter presses den gjennom en form for å forme en eller begge ender av ledningen i hodeformen til en nagl.
Rivet -laget maskinen er spesielt designet for å produsere forskjellige typer nagler. Først mates metalltråden inn i maskinen, som deretter kuttes i små seksjoner av en fast lengde. Deretter presses den gjennom en form for å forme en eller begge ender av ledningen i hodeformen til en nagl.
Produktparameter (spesifikasjon)
| Modell |
Enhet |
WH-NF 11b-6s |
WH-NF 14b-6s |
WH-NF 19b-6s |
WH-NF 24B-6s |
WH-NF 33B-6S |
WH-NF 41b-6s |
| Smistasjon |
INGEN. |
6 | 6 | 6 | 6 | 6 | 6 |
| Over leiligheter med nøtt |
mm |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Passende sekskantmutter |
FRA |
M3-M6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Avskjæring Dia |
mm |
11 | 16 | 19 | 24 | 31 | 40 |
| Dør tonehøyde |
mm |
50 | 60 | 80 | 100 | 140 | 165 |
| Smi av kraft |
Tonn |
60 | 90 | 135 | 230 | 360 | 450 |
| Hovedmotor |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Smøremotor |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Installert mengde |
SETT |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Smøremiddel |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Ca. vekt |
Tonn |
4.5 | 8 | 14 | 25 | 45 | 72 |
Funksjonene i naglemaskinen er ganske åpenbare. Forskiftningen av mugg er veldig praktisk. For å lage forskjellige former av nagler, bare endre formsettet. For eksempel fra runde hoder til flate hoder. Kraftkraften til denne maskinen er tilstrekkelig. Enten det er aluminium, kobber- eller jernmaterialer, kan det presse ut vanlige hoder uten sprekker eller deformasjon.

Produktdetaljer
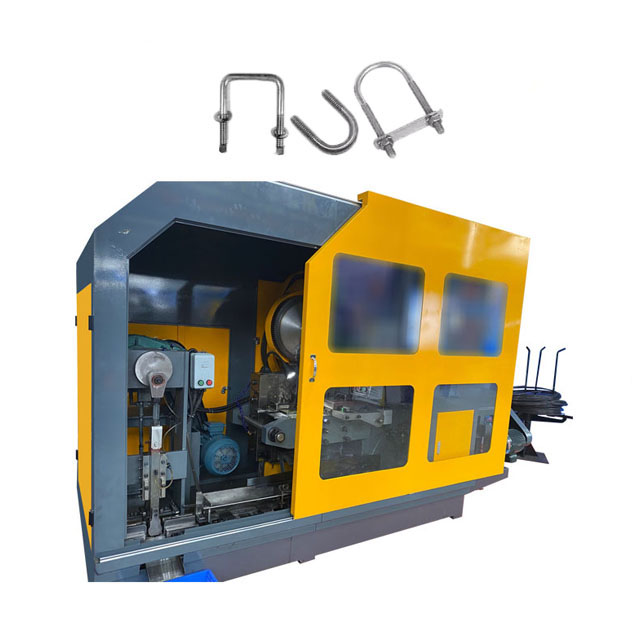
Nivet -maskinen bruker hovedsakelig den kalde overskriftsprosessen for å transformere ledning til solide nagler. Denne prosessen innebærer å mate ledningen, rette den, kutte den i presise emner og deretter forme nitthodet. Maskinen bruker høyt trykk, ved å bruke et slag for å ekstrudere og skjære den ene enden av blanket i formhulen. Den kalde overskriftsprosessen får metallet til å skifte, og danner dermed den karakteristiske formen på naglen uten behov for å varme opp materialet.
Maskinen mater først trådstangen (vanligvis laget av stål, aluminium eller kobberlegering) inn i rettighetsmekanismen for å eliminere eventuelle bøyer. Deretter skjærer presisjonens skjærmaskin den rettede ledningen i billetter med spesifikke lengder. Disse ensartede billettene er råvarene før du går inn i den kalde overskriftsseksjonen (for å danne naglodene), og de er av avgjørende betydning.
Mange naglemaskiner er utstyrt med en trimmingstasjon rett etter den opprørende prosessen. Dette trinnet kan fjerne de små burrene eller skarpe kantene som er dannet i utkanten av det nye naglehodet (det overflødige metallet presset ut mellom stansen og matrisen). Trimming sikrer at naglehodet har en klar omriss og en jevn diameter, som er avgjørende for riktig installasjon og utseende.