Dreieteknologien til muttergjenger: Det er to hovedmetoder for maskinering av innvendige og utvendige gjenger på arbeidsstykket, gjengeskjæring og gjengerulling.
1. Trådskjæring
Generelt refererer det til metoden for å bruke formingsverktøy eller slipeverktøy for å behandle gjenger på arbeidsstykket. Når du dreier gjenger, sørger overføringskjeden til maskinverktøyet for at dreieverktøyet, fresen eller slipeskiven beveger seg nøyaktig og jevnt langs arbeidsstykkets aksiale retning for en avledning per omdreining av arbeidsstykket.
Egnet for å produsere korte gjengede arbeidsstykker med middels til store mengder for dreiing av fine tenner. Stigningsnøyaktigheten til generell dreiebenk som dreier trapesgjenger kan bare nå nivå 8-9 (JB2886-81).
2. Trådrulling
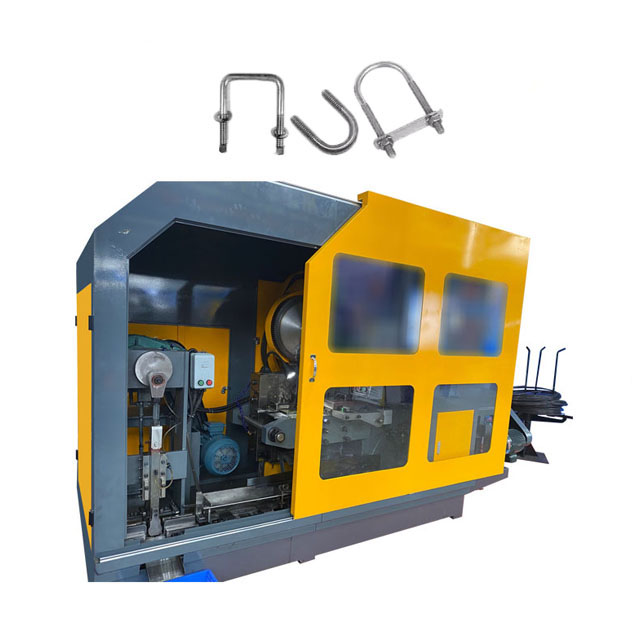
En behandlingsmetode for å oppnå tråder ved å bruke forming og rulleformer for å forårsake plastisk deformasjon av arbeidsstykket. Egnet for masseproduksjon av standard festemidler og andre gjengeforbindelser med utvendige gjenger. Den ytre diameteren overstiger vanligvis ikke 25 mm, og lengden overstiger ikke 100 mm. Trådnøyaktigheten kan nå nivå 2 (GB197-63).