Ronen®5 Die 6 Stasjon Bolt Former fullfører produksjonen av boltemner i seks påfølgende trinn: trådkutting, ekstrudering, hodeforming og trimming. Den krever ikke at leverandører for separat kjøp av tilleggsutstyr eller komponenter. Bare legg inn ledningen, still spesifikasjonene på panelet, og maskinen kan fungere kontinuerlig.
5 Die 6 Station Bolt Former bruker fem sett med former og seks påfølgende arbeidsstasjoner for å kaldekstrudere metalltråden til relativt komplekse boltemner. Den kan håndtere ledninger i forskjellige størrelser og egner seg for å lage bolter med trinnede deler og spesialformede hoder.
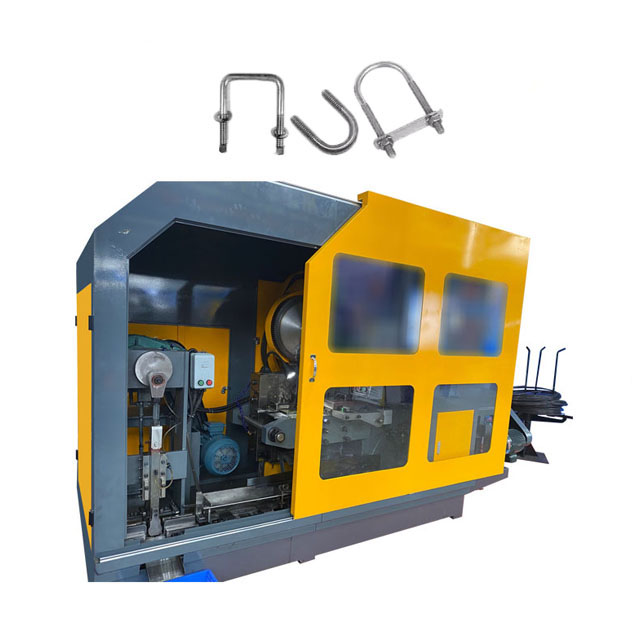
5 Die 6 Station Bolt Former er en avansert kaldkursmaskin spesielt designet for produksjon av komplekse eller store bolter. Den bruker fem former og seks stasjoner for å utføre en rekke operasjoner på trådemnet. Ytterligere stasjoner gir mulighet for ytterligere trinn som kanttrimming, hullstansing eller flere finbehandlinger, noe som muliggjør opprettelsen av komplekse hodegeometrier som enkle maskiner ikke kan oppnå.
Denne prosessen begynner med å mate trådspolene inn i 5 Die 6 Station Bolt Former. Tråden rettes først av en rettemaskin for å eliminere eventuelle bøyninger, og deretter kuttes den i bestemte lengder av en presisjonsskjæremaskin for å danne billettene. Konsistensen til billettene er avgjørende siden det gir det nødvendige nøyaktige metallvolumet for de påfølgende flere formingstrinnene.
De flere stasjonene til Bolt Former kan utføre spesialiserte operasjoner. Dette inkluderer å lage innledende fordypninger for drivsporet, ekstrudere de forskjellige delene av stangseksjonen, trimme gratmaterialene og til slutt danne hele hodekonturen. Denne trinnvise tilnærmingen er avgjørende for komplekse hodetyper.
Salgsargumentet til 5 Die 6 Station Bolt Former er at den kan produsere kompleksformede bolter med relativt stabil nøyaktighet. De seks arbeidsstasjonene har klart definerte oppgaver: 1. arbeidsstasjon for mating og skjæring, 2. arbeidsstasjon for innledningsvis forming av hodeformen, 3. arbeidsstasjon for forhåndsstempling av hodets detaljer, 4. arbeidsstasjon for bearbeiding av trinnene eller sporene til stangdelen, 5. arbeidsstasjon for presis pressing av hodet og stavdelen for å sikre at hver del av stangen møter hverandre, og for å forme den siste delen, dimensjoner.
| Modell | Enhet | RNBF-63S | RNBF-83S | RNBF-83SL | RNBF-130S | RNBF-103L | RNBF-133S | RNBF-133SL | RNBF-133L |
| Smistasjon | INGEN. | 3 | 3 | 3 | 3 | 3 | 3 | 3 | 3 |
| Smikraft | Kgf | 35.000 | 60.000 | 60.000 | 80.000 | 80.000 | 115.000 | 120.000 | 120.000 |
| Maks.avskjæringsdia | mm | Ø8 |
Ø10 |
Ø10 |
Ø12 |
Ø12 |
Ø15 |
Ø15 |
Ø15 |
| Maks.avskjæringslengde | mm |
80 |
80 | 115 | 135 | 185 | 145 | 190 | 265 |
| Utgangshastighet | stk/min | 150-240 | 130-200 | 120-190 | 100-160 | 85-140 | 90-160 | 80-120 | 60-100 |
| P.K.O.Stroke | mm | 12 | 15 | 18 | 30 | 30 | 30 | 40 | 40 |
| K.O.Stroke | mm | 70 | 70 | 92 | 118 | 160 | 110 | 175 | 225 |
| Hoved ramslag | mm | 110 | 110 | 160 | 190 | 262 | 190 | 270 | 380 |
| Hovedmotorkraft | Kw | 11 | 15 | 18.5 | 22 | 22 | 30 | 37 | 37 |
| Samlet nedtoning av avskåret terning | mm | Ø30x45L |
Ø35x50L |
Ø35x50L |
Ø45x59L |
Ø45x59L |
Ø63x69L |
Ø63x69L |
Ø63x69L |
| Samlet nedtoning av punch die | mm | Ø40x90L |
Ø45x90L |
Ø45x125L |
Ø53x115L |
Ø53x115L |
Ø60x130L |
Ø60x130L |
Ø60x229L |
| Samlet nedtoning av hovedmatrisen | mm | Ø50x85L |
Ø60x85L |
Ø60x130L |
Ø75x135L |
Ø75x185L |
Ø86x135L |
Ø86x190L |
Ø86x305L |
| Die pitch | mm | 60 | 70 | 70 | 90 | 94 | 110 | 110 | 110 |
| Ca.vekt | Tonn | 6.5 | 11.5 | 12 | 15 | 19.5 | 20 | 26 | 31 |
| Gjeldende bolt dia | mm | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 | 8-12.7 | 8-12.7 |
| Skaftlengde på emnet | mm | 10-65 | 10-65 | 15-90 | 15-110 | 20-152 | 20-100 | 20-160 | 50-220 |
| Generelt dimmer | mm | 5300*2900*2300 | 6000*3100*2500 | 6500*3100*2500 | 7400*3500*2800 | 9000*3400*2900 | 7400*3500*2800 | 10000*3690*2900 | 10000*3690*3000 |