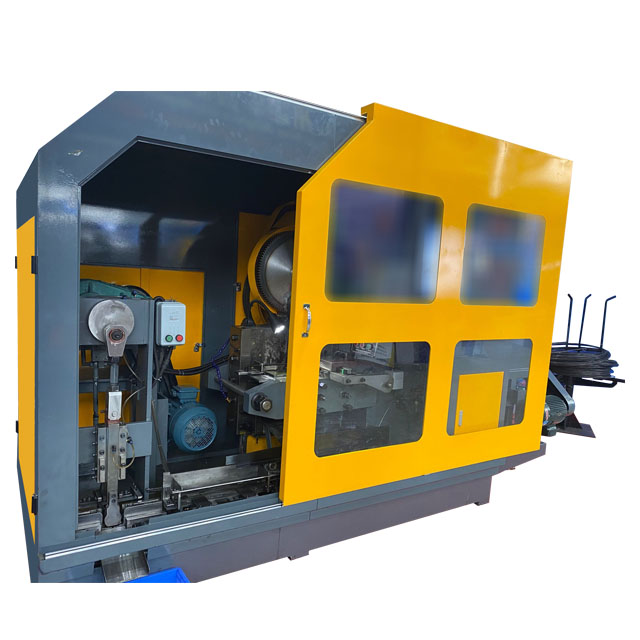



11b 6 Station Nut Former Machine fra leverandør Ronen® består av seks trinn: trådkutting, ekstrudering, sekskantforming, stansing, kantklipping og sluttpolering. Det er ikke nødvendig å flytte råvarene mellom ulike verktøy. Maskinen går automatisk og krever ikke kontinuerlig tilsyn.
11b 6 Station Nut Former Machine behandler ståltråd til ferdige muttere gjennom seks påfølgende arbeidsstasjoner. Den skjærer råtrådmaterialet og former det gradvis gjennom prosesser som forstyrrelse, forming og banking. Denne kontinuerlige prosessen kan fullføres i en automatisert syklus.
Nut Former Machine har faste jobboppdrag for sine seks stasjoner: 1. stasjon for mating og skjæring, 2. stasjon for forbøying til en rund form, 3. stasjon for forming av indre hulromsprototype, 4. stasjon for etterbehandling av formen, 5. stasjon for avfasing av indre hull og ytterkant, 6. stasjon for sluttforming.
Når du bruker 11b 6 Station Nut Former Machine, er det første trinnet å belaste trådspolen. Maskinen mater automatisk tråden, kutter den i henhold til lengden og transporterer emnet gjennom alle seks formingsstasjonene. Hver stasjon utfører en spesifikk formingsoperasjon, som gradvis former hele muttergeometrien.
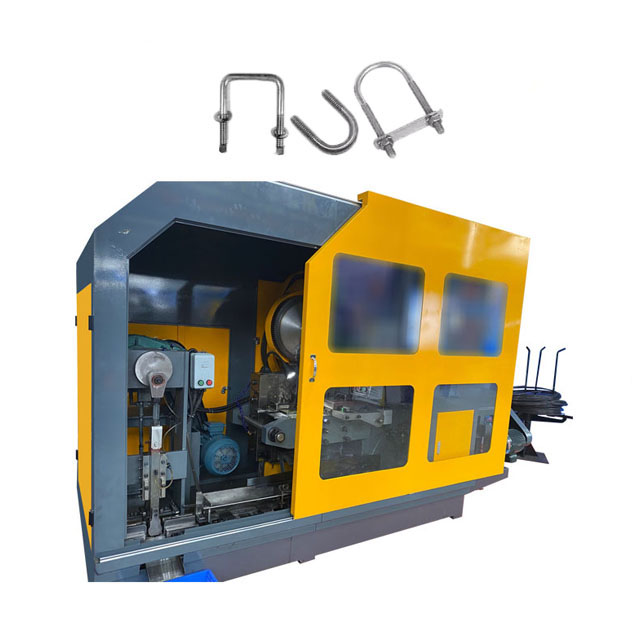
Nut Former Machine bruker kaldsmiingsteknologi for å forme nøtter ved romtemperatur. Denne prosessen bruker arbeidsherdingsteknologi for å effektivt forbedre styrken til metallmaterialer samtidig som materialavfallet holdes til et minimum. Denne maskinen har fleksible funksjoner og støtter produksjon av en rekke nøtter. Den kan behandle vanlige typer som sekskantmuttere og flensmuttere, og kan også tilpasse produksjonen av spesialformede muttere for å dekke ulike bruksbehov.
| Spesifikasjon | Enhet | 11B | 14B | 17B | 19B | 24B | 27B | 30B | 33B | 36B | 41B |
| Smistasjon | Ingen. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Maks cut-off dia | mm | 11 | 15 | 17 | 19 | 24 | 28 | 30 | 33 | 36 | 41 |
| Kick-out lengde | mm | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | mm | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 165 |
| Smikraft | Tonn | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Produksjon |
|
M3-M6 | M6-M10 | M8-M12 | M8-M14 | M10-M18 | M12-M18 | M14-M20 | M16-M22 | M18-M24 | M20-M27 |
| Produksjon | min/stk | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Hovedmotor | Hp | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Smøremotor | Hp | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Smøremiddel | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Ca vekt | Tonn | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
11b 6 Station Nut Former Machines salgsargument er "Just enough without waste", og den er egnet for små og mellomstore batchordrer. Hvis du vil endre spesifikasjonene, trenger du bare å justere formene og skjærelengdene på hver arbeidsstasjon. Det er ikke nødvendig å vente på en spesialisert tekniker. Dessuten er det ikke noe avfall ved forming av kald overskrift. Utnyttelsesgraden for en enkelt ledning kan nå over 95 %, noe som er mer materialeffektivt enn skjærebehandling.